
A mágneses repedésvizsgálat terén is megfigyelhető az olyan új, innovatív technológiák megjelenése, amelyek a digitális radiográfiát is forradalmasították. Az innováció komoly versenyelőnyt biztosíthat azoknak a cégeknek, amelyek jól tudnak élni a tudomány kínálta lehetőségekkel, és a vizsgálati folyamataikat ennek mentén finomhangolják, legyen szó akár a legegyszerűbb eljárásról is.
A mágneses repedésvizsgálat, mint roncsolásmentes anyagvizsgálati módszer, kitűnően alkalmazható felületi és felületközeli repedések vizsgálatára, sokkal nagyobb precizitással és biztonsággal kimutathatóak általa az eltérések, mint az ultrahangos vagy a röntgenes anyagvizsgálat esetében.
Írásunk célja, hogy ezt a felületi hibák felderítésére használt kitűnő módszert, bemutassuk egy kicsit a felszín alatt is. Egy eljárás hatékonyságát ugyanis csak úgy lehet növelni, ha mélységeiben is megértjük a működési elvét, és a technológiai újításokban tapasztalható főbb irányvonalakat, tendenciákat: ez pedig nem más mint a testreszabhatóság, az automatizáció és a mesterséges intelligencia.
A mágneses repedésvizsgálat működési elve
A mágneses repedésvizsgálat működési elve, ahogy nevében is benne van, az anyagok mágnesezhetőségén alapszik, ebből kifolyólag csak ferromágneses anyagok roncsolásmentes vizsgálata esetén alkalmazható. Legnagyobb előnye, hogy felületi és felületközeli anyagfolytonossági hibák detektálására kitűnően alkalmazható, a penetrációs, vagy folyadékbehatolásos anyagvizsgálathoz hasonlóan. A hiba jellege, geometriája és az anyagfelhasználás alapján érdemes kiválasztani, hogy melyik eljárást alkalmazzuk végül.
A vizsgálat elvégzéséhez négy tényezőre van szükség:
- a vizsgálandó alkatrészre (mágnesezhető anyagösszetétellel)
- az alkatrészre felvitt mágneses anyagra (mágnesporos szuszpenzió – száraz vagy folyékony)
- mágneses mezőre
- vizsgáló személyzetre vagy olyan automatizmusra, amely az egész vizsgálati folyamatot összehangolja (előkészítés, vizsgálat, kiértékelés, utótisztítás, lemágnesezés)
Mágnesporos szuszpenzió
A mágneses mező a vizsgálandó alkatrészre felvitt finom, száraz vagy petróleumban iszapolt vaspor segítségével mutatható ki: az összesűrűsödött vaspor jelzi a hiba pontos helyét és alakját – a folytonossági hiány hatására a mágneses erővonalak szóródnak.
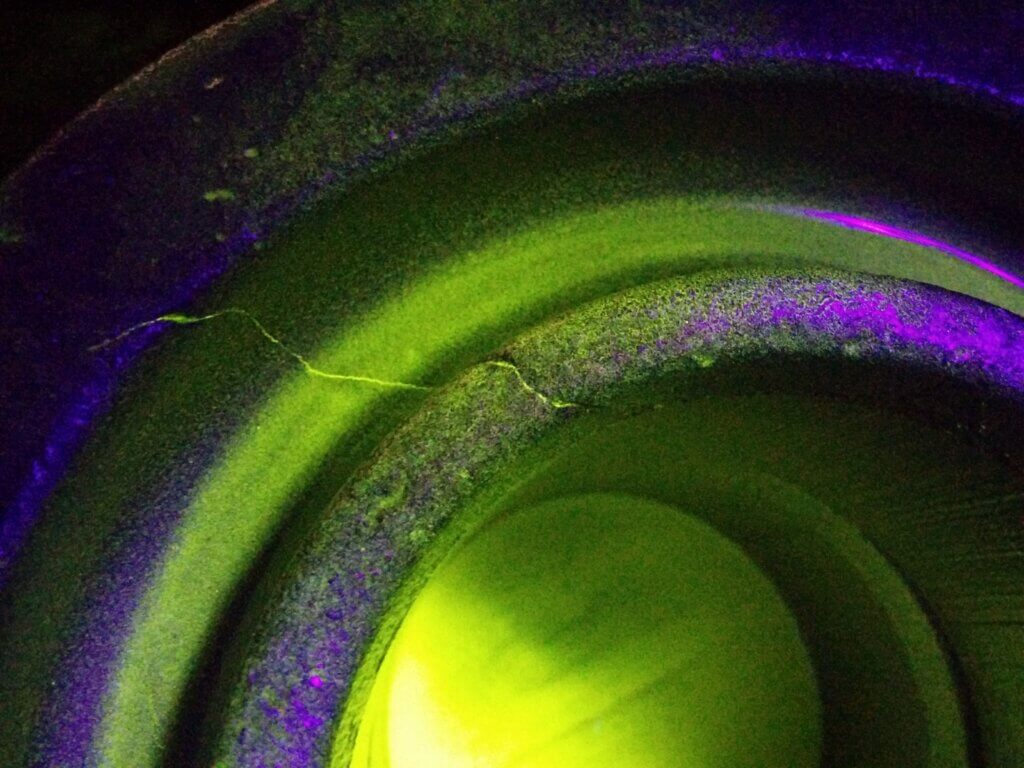
Két fő fajtáját különböztetjük meg: a fekete mágnesporos szuszpenzió esetén szabad szemmel, fluoreszcens mágnespor alkalmazásakor pedig UV sugárzással deríthető fel a hiba.
Mágneses mező gerjesztése
A vizsgálathoz szükséges mágneses mezőt a mágneses repedésvizsgáló készülékek két üzemmódban tudják létesíteni:
- Ferroszkópos vagy pólusmágnesezéses eljárás: ebben az esetben a gép pólusai egyenárammal, elektromágnesként működnek és az alkatrész hosszirányára merőlegesen elhelyezkedő hibák esetén javasolt.
- Ferroflux vagy árammágnesezéses eljárás: ebben az esetben a mágneses mezőt nem a gép, hanem maga az alkatrész gerjeszti azáltal, hogy erős váltakozó áramot vezetnek át rajta. Hosszirányú hibák kimutatására alkalmas.
Az eljárás előnyei és hátrányai
Az eljárás egyik legnagyobb előnye, hogy felületi és felületközeli hibák kimutatására kitűnően alkalmas, nagyon érzékeny módszer: akár 0,001 mm széles hiba felderítésére is lehetőséget nyújt. Viszonylag gyors, azonnali eredményt ad, akár vékony bevonaton keresztül is alkalmazható (nem mágnesezhető bevonat maximum 0,075mm-ig nem befolyásolja a vizsgálat hatékonyságát), illetve magas és alacsony hőmérsékletű alkatrészek vizsgálatát is lehetővé teszi. Továbbá a radiográfiai és az ultrahangos anyagvizsgálattal összehasonlítva jóval egyszerűbb az elvégzése.
A mágneses repedésvizsgálat hátránya, ahogyan arról már említés tettünk, hogy kizárólag ferromágneses anyagok esetében alkalmazható, így felületközeli hibák kimutatására, amennyiben nem mágnesezhető a vizsgálati darab anyaga, akkor a folyadékbehatolásos módszer a legjobb megoldás. További hátrány, hogy előtisztítást igényel a vizsgálati darab, csak tiszta (zsír-, olaj- és szennyeződésmentes) felületre lehet felhordani a mágneses szuszpenziót, illetve a vizsgálat elvégzését követően a vizsgálati darab lemágnesezést is igényel.
NDT 4.0: szintlépés a folyamatban
A roncsolásmentes anyagvizsgálati folyamatokat, így a mágneses repedésvizsgálatot is átformálta a technológia villámgyors, exponenciális fejlődése. A negyedik ipari forradalom, vagyis az Ipar 4.0 vívmányai átszivárognak és egyre inkább átírják a szakma jövőjét: NDT 4.0 (non-destructive testing) néven a roncsolásmentes anyagvizsgálat új fejezete nyílt meg.
Az ipari számítógépes folyamattámogatás, az ipari robotok használata, sőt a kiértékelést támogató mesterséges intelligencia is formálja a mágneses repedésvizsgálat folyamatát, ezért az anyagvizsgálók munkája, még ha közvetetten is, de szorosan összefonódik az informatikusokkal, a robotikai és mechatronikai szakemberekkel. Az interdiszciplináris együttműködés a szakma jövője.
Tényleges szintlépés akkor történhet, ha minden hatékonyságnövelő eszköznél figyelembe vesszük az emberi tényezőt is, a képzett munkaerő a hatékonyság növelésének legfontosabb feltétele, az önműködő rendszereknél is a háttérben még az ember irányít.

A hatékonyság növelésének eszközei
A hatékonyság növelésének alapja, hogy rendszerelvű gondolkodással viszonyuljunk az anyagvizsgálati feladatokhoz. Az innováció csak úgy jelent tényleges üzleti előnyt, ha a vizsgálati tényezőkre nem izoláltan, hanem összefüggő egészként tekintünk. Ezáltal speciális alkatrészek vizsgálatára, vagy sorozatgyártott, nagy mennyiségű termékek ellenőrzésére kifejleszthetőek olyan célkészülékek és az adott feladatra/ folyamatra optimalizált berendezések, amelyekkel a vizsgálati hatékonyság és az érzékenység jelentősen növelhető.
Testreszabhatóság és automatizáció
A mágneses repedésvizsgálat fentebb már említett elemei (vizsgálati darab, mágneses repedésvizsgáló készülék, mágneses szuszpenzió, vizsgáló személyzet) mind beépíthetők egy, kifejezetten az adott vizsgálati feladatra optimalizált rendszerbe, olyan automatizációk segítségével, amellyel a vizsgálat sokkal hatékonyabbá tehető.
Robotkarok beprogramozásának a segítségével a vizsgálati darabok zökkenőmentesen mennek végig a folyamaton: merítő kádak használatával gyorsabb és hatékonyabb a mágneses szuszpenzió felvitele, kamerák és mesterséges intelligencia alkalmazásával a kiértékelés eredményessége is komoly mértékben növelhető, ráadásul az utótisztítás és a lemágnesezés is könnyebben a folyamatba illeszthető olyan egyedi megoldásokkal és automatizmusokkal, amelyek az adott vizsgálati feladat függvényében kerülnek kiépítésre, annak minden egyes részletét figyelembe véve.
Új irányzatok: a hiszterézis és az MMM fizikai elvének kiaknázása
A mágneses hiszterézis és a fémek mágneses memóriája (MMM – metal magnetic memory) két olyan új irányzat a műszaki diagnosztikában, amely mindenképpen említést érdemel a mágneses anyagvizsgálat kapcsán, annál is inkább, mert az ilyen eljárások új horizontokat tárnak fel a hatékonyságnövelés terén.
Mágneses hiszterézis
A sorozatgyártott alkatrészek vizsgálatánál használatos korszerű eljárás, eszköze az elektromágneses osztályozókészülék. A mágnesezhető anyagok azon tulajdonságán alapul, hogy a mágneses hiszterézis görbe az anyag összetételének, hőkezelésének és mechanikai megmunkálásának függvényében változik. A vizsgálathoz szükség van egy hibátlan referencia darabra, amelynek a hiszterézis görbéjéhez viszonyítják a többi darab hiszterézis görbéjét.
Fémek mágneses memóriája (MMM)
A vizsgált darab mágneses mezőjének az eloszlását rögzíti és elemzi az MMM eljárás. A vizsgálat alapján kimutathatók a feszültséggyűjtő- és hibahelyek, a hegesztési varratok és alapanyagok inhomogenitása. Jelenleg az egyik leghatékonyabb eljárás a berendezések élettartamának vizsgálatára és nem igényel felületi előkészítést sem, mint a hagyományos mágneses repedésvizsgálat. Itt olvashat bővebben erről az eljárásról.
Írásunk fő fókusza a hagyományos mágneses repedésvizsgálat, de fontosnak tartottunk megemlíteni olyan új irányzatokat is, amelyek vélhetően több figyelmet fognak kapni a jövőben, ugyanis a hatékonyság növelésének két elengedhetetlen eszköze: a testreszabható, feladatra optimalizált automatizmusok, rendszerek kialakítása és a technológia élvonalának folyamatos nyomon követése.
Gépi látással fényesebb a jövő?
Az élvonalnak egyik megkérdőjelezhetetlen úttörője a mesterséges intelligencia, de fontos kiemelni, hogy a legmodernebb technológia sem képes még helyettesíteni az embert, és még nem sikerült az agyunk komplexitásával egyenértékű rendszereket létrehozni.
Ugyanakkor, míg elméletben az anyagvizsgáló személy kb 80%-ban hatékony (100 mintából 20-szor rosszul értékel), addig a gépi látásnál ez az arány már 95-99%. Ráadásul sokkal gyorsabban képes a hibák detektálására, mint egy szakember, de fontos megemlíteni, hogy bizonyos esetekben olyan darabokat is hibásnak találhat, amelyeket egy kellő tapasztalattal, és komplexebb (az életre és nem egy fix feladatra programozott) rálátással rendelkező anyagvizsgáló még – helyesen, megfelelőnek értékelt volna. Ugyanakkor ez egy “szükséges rossz” ha azt nézzük, hogy a hibás darabokat kitűnő eredményességgel szűri ki a mesterséges intelligencia.
A mágneses repedésvizsgálat folyamatában több változó is befolyásolja a gépi látás hatékonyságát, de a legfontosabb kiemelni két olyan tényezőt, ami közvetetten több körülményre is kihat:
- a jelölő anyag megválasztása: itt fontos biztosítani a megfelelő kontrasztot, hogy a gépi látás számára könnyebben felismerhető és kiértékelhető felvételek készüljenek, ez szabad szemmel történő vizsgálat esetén is komoly jelentőséggel bír (fluoreszcens festék és ultraibolya fény vagy színes hordozóanyag használata javasolt az esetek nagy részében)
- a vizsgáló kamera típusa és érzékenysége, illetve zárideje attól függően, hogy statikus vagy mozgásban lévő vizsgálati darabokról készítünk felvételt.
A mesterséges intelligencia nagy valószínűséggel kihagyhatatlan eleme lesz a roncsolásmentes anyagvizsgálati eljárásoknak a jövőben, már napjainkban is a hatékonyság növelésének egyik legelterjedtebb eszköze.

Új távlatok a mágneses repedésvizsgálat terén
A testreszabható megoldások, automatizmusok, illetve a mesterséges intelligencia és azon belül is a gépi látás kétségkívül új horizontokat tárt fel a roncsolásmentes anyagvizsgálati eljárások, és így a mágneses repedésvizsgálat esetében is. Ugyanakkor a háttérben továbbra is az ember irányít.
A szuper-szenzoros kamerák lehet, hogy fel tudják venni a versenyt az anyagvizsgáló szemével, és a kiértékelésben is hatalmas előrelépést jelentenek a mesterséges intelligencia algoritmusai, de az emberi ítélőerő még mindig kihagyhatatlan eleme a roncsolásmentes anyagvizsgálati folyamatoknak. Ezért is annyira fontos kiemelt hangsúlyt fektetni a roncsolásmentes anyagvizsgálók képzésére, hogy lépést tudjanak tartani a technológiai újításokkal – így lesz egyensúly az ember és a gép kapcsolatában.
Ha a gépi látás precizitásával nem is versenyezhetünk, az egész folyamat átlátására, az innovatív lehetőségek és az új távlatok meglátására egyelőre még mindig csak az ember képes – a szakemberek képviselik a rendszerező elvet a hatékonyságnövelő eszközök között.